ΜΕ”≠δ·άάΘ§…ΫΕΪΥΪ“ΜΩΤΦΦΙ…Ζί”–œόΙΪΥΨΘΓ
’Σ“ΣΘΚ
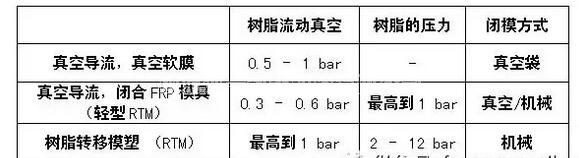
ΓΓΓΓΈΡ’¬‘ΎΧα≥ω–¬ΒΡΗ¥Κœ≤ΡΝœΙΛ“’Ζ÷άύΒΡΜυ¥Γ…œΘ§Ϋι…ήΝΥ ς÷§ΒΦΝςΙΛ“’Θ§“‘ΦΑ Βœ÷ ς÷§ΒΦΝςΙΛ“’Ε‘≤ΡΝœΒΡ“Σ«σΓΘΗ¥Κœ≤ΡΝœ «Μυ”ΎΫαΙΙ…ηΦΤΚΆΙΛ“’…ηΦΤΜυ¥Γ…œΒΡ≤ΡΝœΘ§ΫαΙΙ…ηΦΤΚΆΙΛ“’…ηΦΤ“≤‘Ύ≤ΡΝœ…œœ‘ Ψ≥ωά¥ΓΘΈΡ’¬ΒΡΉνΚσΧΫΧ÷ΝΥ»γΚΈ―Γ”ΟΚœ ΒΡ≤ΡΝœΘ§ΫαΚœΤΧ≤ψ…ηΦΤΒΡΜυ¥Γ…œΘ§»γΚΈ Βœ÷ ς÷§ΒΦΝςΒΡΙΛ“’Ιΐ≥ΧΓΘ
÷ςΧβ¥ ΘΚ ς÷§ΒΦΝςΘ§≈ίΡ≠–Ψ≤ΡΘ§Η¥Κœ≤ΡΝœ
ΙΛ“’Η≈ ω
ΓΓΓΓΙΊ”ΎΗ¥Κœ≤ΡΝœΒΡΙΛ“’Θ§Ω…“‘Α¥’’―ΙΝΠ ©Φ”ΒΡΖΫ ΫΓΔΈ¬Ε» ©Φ”ΒΡΖΫ Ϋ“‘ΦΑ ς÷§Ϋι»κΒΡΖΫ ΫΘ§Ϋχ––Ζ÷άύΓΘ–ΓάύΒΡ«χΖ÷Θ§Ω…“‘ΫαΚœΡΘΨΏΒΡ÷÷άύΘ§άΐ»γΒΞΟφΡΘΨΏΘ§ΥΪΟφΡΘΨΏΘ§÷Τ‘λΜΊΉΣΧε‘Ύ–ΨΡΘΜυ¥Γ…œ≤…”ΟΒΡ≤χ»ΤΙΛ“’Μρ’Ώ¥§≤Α÷Τ‘λΙΐ≥Χ÷–≤…”ΟΒΡ“Μ¥Έ–‘ΑεΧθΖ®ΓΘΡΩ«ΑΗ¥Κœ≤ΡΝœΝλ”ρ≥Θ”ΟΒΡΦ”―ΙΖΫ Ϋ÷ς“Σ”–ΘΚ»»―ΙΙόΦ”―ΙΓΔ’φΩ’Φ”―ΙΓΔ―ΙΜζΡΘ―ΙΒ»ΓΘΦ”Έ¬ΒΡΖΫ Ϋ”–ΘΚΚφœδΦ”»»Θ®Ω’ΤχΕ‘ΝςΦ”»»Θ©ΓΔ»»¥ΪΒΦΦ”»»Θ®“≤ΨΆ «ΡΘΨΏΦ”»»Θ©“‘ΦΑΚλΆβΦ”»»Β»ΓΘ ς÷§Ϋι»κΒΡΖΫ ΫΩ…“‘≤…”ΟΫΚΡΛΘ§“ΚΧε ς÷§ ÷ΚΐΘ§“ΚΧε ς÷§ΒΦ»κΘ§Ήω≥…œΥΈ§ΚΆ‘ω«Ω÷·Έο±ύ÷·Μρ’Ώ‘ΛΫΰΒ»ΓΘ
ΓΓΓΓ‘Ύ≤ΜΆ§ΒΡΦ”»»ΓΔΦ”―ΙΚΆ ς÷§Ϋι»κΒΡΆΨΨΕΩ…“‘œύΜΞΉιΚœΘ§–Έ≥…“ΜΗωΗ¥Κœ≤ΡΝœΒΡ÷Τ‘λΙΛ“’ΓΘάΐ»γ‘ΛΫΰΝœ»»―ΙΙόΙΛ“’Θ§Φ”―ΙΖΫ Ϋ…œΘ§ΫαΚœΝΥ÷ςΕ·Φ”―ΙΚΆ’φΩ’Φ”―ΙΝΫ÷÷Φ”―ΙΖΫ ΫΘ§≤…”ΟΚφœδΦ”»»Θ§≤…”Ο‘ΛΫΰΫι»κ ς÷§ΖΫ ΫΓΘΡΘ―ΙRFIΙΛ“’≤…”Ο―ΙΜζΦ”―ΙΘ§ ς÷§ΡΛΫι»κ ς÷§Θ§ΡΘΨΏ»»¥ΪΒΦΦ”»»ΓΘ
ΓΓΓΓΕ‘”ΎΡ≥“Μ÷÷ΙΛ“’Θ§“≤Ω…“‘≤…”ΟΕύ÷÷Φ”»»ΓΔΦ”―ΙΜρ’Ώ ς÷§Ϋι»κΆΨΨΕΓΘάΐ»γΘ§NLR‘ΎΖ…ΜζΗ¥Κœ≤ΡΝœΩΎΗ«ΒΡ―–ΨΩ÷–Θ§≤…”ΟΝΥ‘ΛΫΰΝœΫι»κΚΆ ς÷§“ΚΧεΒΦΝςRTMΙΛ“’œύΫαΚœΘ§ΡΘΨΏΦ”»»Θ§ΡΘΨΏΦ”―ΙΒΡΖΫ ΫΓΘ
ΓΓΓΓ’φΩ’ΒΦΝςΘ®“ύ≥ΤΈΣVARTMΘ§SCRIMPΘ§VIPΜρΗς÷÷ΤδΥϊΥθ–¥Θ© «“Μ÷÷”Ο”Ύ…ζ≤ζœΥΈ§‘ω«ΩΥήΝœΘ®FRPΘ©÷ΤΦΰΒΡ≤ψΚœΙΛ“’ΓΘΫΪΗ…–‘≤ΡΝœΘ®’±Θ§÷·ΈοΘ§ΖλΚœ’±ΚΆ≈ίΡ≠–ΨΘ©Βΰ‘Ύ“ΜΗω―τΡΘΜρ“θΡΘ±μΟφΘ§ Ι”Ο±ΓΒΡΥήΝœ’φΩ’¥ϋΜρΑκΗ’–‘ΒΡΕ‘ΡΘ―ΊΉ≈≤ΩΦΰΒΡ÷ήΈßΟήΖβΓΘ≤…”Ο’φΩ’±Ο≥ι’φΩ’Θ§ ©Φ”¥σΤχ―ΙΝΠΘ§―Ι ΒΗ…–‘≤ΡΝœΘ§≤Δ≤ζ…ζ“ΜΗωΓΑ’φΩ’ΦδœΕΓ±ΓΘ»ΜΚσΘ§Ά®ΙΐΑ¥’’≤Ώ¬‘Ζ≈÷Ο ς÷§ΉΔΫΚΙήΒάΫΪ ς÷§ΉΔ»κΦδœΕΓΘ’φΩ’ΦδœΕΚΆΆβ≤Ω¥σΤχ―ΙΝΠ÷°ΦδΒΡ―ΙΝΠ≤νΫΪ ς÷§―Ι»κΘ§ΉΔ»κΕύΩΉ≤ΡΝœΘ§÷±ΒΫΆξ»ΪΫΰ»σΓΘ’φΩ’ Φ÷’±Θ≥÷Θ§÷±ΒΫΗΟ≤ΩΦΰΙΧΜ·Θ§»Ζ±ΘΟή ΒΓΘ

ς÷§ΒΦΝςΙΛ“’ΚΆ ÷ΚΐΙΛ“’œύ±»ΒΡ”≈Βψ
ΓΓΓΓΥυ”–ΒΡ ς÷§ΒΦΝςΙΛ“’‘ΎΦ–≤ψΫαΙΙΙΙΦΰ…ζ≤ζΙΐ≥Χ÷–Θ§ΕΦΨΏ”–ΒΆΜ”ΖΔ ΆΖ≈ΒΡΧΊΒψΓΘ»γΙϊ Ι”ΟΒΡ «ΨέθΞ ς÷§Μρ’Ώ““œ©Μυ ς÷§Θ§œύ±» ÷ΚΐΙΛ“’ΒΡ”≈ΒψΨΆœ‘Εχ“ΉΦϊΝΥΓΘΝμΆβΘ§άϊ”Ο’φΩ’ΒΦΝςΙΛ“’Θ§“≤ΡήΧαΗΏ≤ΩΦΰ…ζ≤ζΒΡ÷ΊΗ¥–‘Θ§Φθ…Ό¥ΈΤΖΒΡ ΐΝΩΓΘ»γΙϊ≤…”ΟΝΥ’φΩ’ΒΦΝςΘ§Φ–≤ψΫαΙΙœΥΈ§Κ§ΝΩΜαΧαΗΏΘ§“ρΕχΝΠ―ß–‘Ρή“≤ΜαΧαΗΏΘΜΦ–≤ψΫαΙΙ÷–Η…ΑΏΚΆΤχΩΉΒΡ ΐΝΩΜαΦθ…ΌΘ§Εχ«“–Ψ≤ΡΚΆΟφΑε÷°ΦδΒΡ’≥Ϋ”“≤Μα‘ω«ΩΓΘ÷ΤΉς¥σ–ΆΦ–≤ψΫαΙΙ≤ΩΦΰΒΡάΆΕ·ΝΠ≥…±Ψ“≤Ω…“‘Φθ…ΌΘ§ Βœ÷Κœάμ≥…±Ψ÷Τ‘λΓΘ
ΒΦΝςάμ¬έ
ΓΓΓΓ ς÷§ΈΣ ≤Ο¥“‘ΦΑ‘θ―υ‘ΎΗ…–‘≤ΡΝœ…œΝςΕ·ΘΩ“Σœκ»Ο ς÷§ΝςΕ·ΒΫΤΎΆϊΒΡΒΊΖΫΘ§–η“ΣΉωΡΡ–©ΙΛΉςΘΩ’β–©Έ ΧβΒΡ¥πΑΗ»ΎΜψ”ΎHenry DΓ·ArcyΆΤΒΦ≥ωΒΡ“ΜΗωΙΊ”Ύ“ΚΧεΆ®ΙΐΕύΩΉΫι÷ ΒΡΦρΒΞΖΫ≥ΧΓΘ
ΓΓΓΓ¥”±ΨΖΫ≥Χ÷–Θ§Έ“Ο«Ω…“‘Ω¥ΒΫ’≥Ε»”κ ς÷§ΒΡΝςΥΌ≥…Ζ¥±»Θ§Μρ’ΏΥΒΘ§ ς÷§’≥Ε»‘ΫΗΏΘ§≤ΩΦΰΫΰ»σΒΡ ±Φδ‘ρ‘Ϋ≥ΛΓΘΖ¥÷°Θ§≤ΡΝœΒΡΩΉœΕ‘ΫΕύΘ®K÷Β‘ΫΗΏΘ©Θ§―ΙΝΠ≤ν‘Ϋ¥σΘ§ ς÷§ΝςΕ·‘ΫΩλΓΘ“ρ¥ΥΘ§άμ¬έ…œά¥ΥΒΘ§“Σœκ”≈Μ·ΒΦΝςΙΐ≥ΧΘ§–η“Σ ς÷§–η“ΣΖ«≥ΘœΓΘ®’≥Ε»ΒΆΘ©Θ§≤ΡΝœΩΉœΕΖ«≥ΘΕύΘ§―ΙΝΠ≤ν–η“ΣΨΓΩ…ΡήΒΡ¥σΓΘ
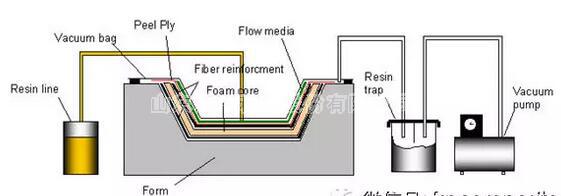
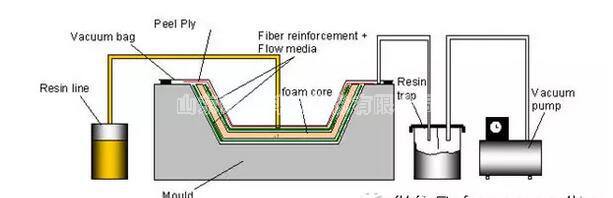
’φΩ’ΒΦΝςΙΛ“’ΒΡΖ÷άύ
ΓΓΓΓ≤ΜΆ§ΒΡΖΫΖ®ΕΦΩ…“‘ Βœ÷’φΩ’ΒΦΝςΙΛ“’ΓΘΥϊΟ«÷ς“ΣΒΡ«χ±π « ς÷§ΉΔ»κΗ…÷·ΈοΤΧ≤ψΒΡΖΫ Ϋ“‘ΦΑ «≤Μ «–η“Σ‘Ύ ς÷§…œ‘ΌΦ”―ΙΝΠΓΘœ¬ΟφΒΡ±μΗώ÷–Ηχ≥ωΝΥ≤ΜΆ§ΒΡΖΫΖ®ΚΆΙΛ“’≤Έ ΐΓΘ
ΓΓ ΓΓ ς÷§Φ”―ΙΒΡ―ΙΝΠ‘Ϋ¥σΘ§“Σ«σΡΘΨΏΒΡΗ’–‘‘ΫΚΟΓΘRTMΙΛ“’ΒΡΡΘΨΏ≤…”ΟΗ÷Μρ’Ώ¬ΝΓΘΥϊΟ«Ά®≥ΘΕΦ≈δ”–Φ”»»œΒΆ≥Θ§»Ζ±Θ…ζ≤ζΙΐ≥ΧΩλΥΌΓΔΈ»Ε®ΓΘ’φΩ’ΒΦΝςΡΘΨΏΆ®≥Θ≤…”ΟΡΨ÷ Μρ’Ώ≤ΘΝßΗ÷÷Τ≥…Θ§Ω…“‘Φ”»»ΓΘ
»μΡΛ’φΩ’ΒΦΝς
ΓΓ ΓΓ ’β÷÷ΖΫΖ®ΧΊ±π Κœ¥” ÷ΚΐΉΣΜΜ≥…’φΩ’ΒΦΝςΒΡΩΆΜßΘ§“‘ΦΑΒΞΦΰΜρ’Ώ¥ρ―υΒΡ«ιΩωΓΘœ÷”–ΒΡΡΘΨΏ»‘»ΜΩ…”ΟΘ§÷Μ‘ΎΆΙ‘ΒΈΜ÷ΟΉω“Μ–©±Ί“ΣΒΡΗΡΫχΘ§ ΙΒΟ’φΩ’¥ϋΩ…“‘ΤΧΖ≈‘ΎΡΘΨΏ…œΓΘΝμΆβΘ§ΜΙ–η“ΣΉΦ±Η’φΩ’±ΟΘ§ΒΆΟήΕ»Ψέ““œ©ΙήΒάΘ®Μρ’ΏΤδΥϊΑκ”≤÷ ΒΡΥήΝœΘ©Θ§ ς÷§ ’Φ·ΙόΚΆ÷ΤΉς’φΩ’¥ϋΒΡ±ξΉΦ≤ΡΝœΘ®ΟήΖβΫΚ¥χΘ§’φΩ’¥ϋΚΆΑΰάκ≤ψΒ»Θ©Θ§»ΜΚσΨΆΩ…“‘ΩΣ Φ’φΩ’ΒΦΝςΙΛ“’ΝΥΓΘ
SCRIMPΖΫΖ®
ΓΓ ΓΓ SCRIMP™ΙΛ“’‘ΎΦ–≤ψΫαΙΙΆβ≤…”ΟΝμΆβΒΡ ς÷§ΝςΕ·Ϋι÷ ΓΘSCRIMP ς÷§ΝςΕ·Ϋι÷ «“ΜΗω÷Ο”Ύ≤ΩΦΰ±μΟφΒΡΕύΩΉ≤ψΘ§‘ΎΒΦΝςΙΐ≥Χ÷–Θ§ ς÷§ΝςΕ·Ϋι÷ ΩλΥΌΒΊΑ― ς÷§Ζ÷≤ΦΒΫ≤ΩΦΰΒΡ±μ≤ψΘ§»ΜΚσ¥”±μ≤ψΫΰ»κΦ–≤ψΫαΙΙ≤ΩΦΰΓΘ ς÷§Ζ÷≤ΦΆχ¬γ «Α― ς÷§ΗϋΚΟΒΡΨυ‘»Ζ÷≤ΦΒΫ≤ΩΦΰ÷–Θ§ΧαΙ© ς÷§ΝςΕ·Ά®ΒάΓΘΝςΕ·Ϋι÷ ΚΆ ς÷§Ζ÷≤ΦΆχ¬γ‘Ύ Ι”ΟΚσΘ§Ά®≥ΘΕΦ±ΜΡΟΒτΓΘ
ΓΓ ΓΓ “ρΈΣ ς÷§ΝςΕ·Ϋι÷ ≤ΜΡήΉςΈΣΦ–≤ψΫαΙΙΒΡ“Μ≤ΩΖ÷Θ§Υυ“‘‘ΎΦ–≤ψΫαΙΙ≤ΩΦΰΒΡ±μΟφΚΆΝςΕ·Ϋι÷ ÷°ΦδΘ§–η“ΣΖ≈÷ΟΑΰάκ≤ψΜρ’ΏΆΗΤχΡΛΓΘ’βΝΫ÷÷≤ΡΝœΕΦ «…ηΦΤ“Μ¥Έ–‘ Ι”ΟΘ§–η“Σ‘Ύ ς÷§ΙΧΜ·“‘ΚσΡΟΒτΓΘ
ΓΓ ΓΓ œ¬ΟφΒΡΆΦ±μ±μ Ψ≥ωΝΥSCRIMP™ΙΛ“’ Βœ÷’φΩ’Η®÷ζΒΦΝςΒΡΤΧ…η Ψ“βΆΦΓΘ ς÷§ΝςΕ·Ϋι÷ Θ®¬Χ…ΪΘ©±ΜΑΰάκ≤ψΘ®Κλ…ΪΘ©ΚΆΦ–≤ψΫαΙΙΒΡ±μΟφΖ÷ΩΣΓΘ’φΩ’±Ο»ΟΡΛ≤ζ…ζ±μΟφ―ΙΝΠ“‘ΦΑΕ‘ ς÷§ΒΡΈϋΝΠΓΘ’βάοΒΡάΐΉ” «≤…”ΟΩΣΩΉΒΡ≈ίΡ≠–Ψ≤ΡΓΘ‘ –μ ς÷§¥”–Ψ≤ΡΒΡ“ΜΟφΝςΒΫΝμΆβ“ΜΟφΘ§–Έ≥…“ΜΗωΟή±’ΒΡ ς÷§ΧεœΒΓΘ
ΓΓ ΓΓ ΒΪ «SCRIMP™ΙΛ“’“≤”–“Μ–©»±ΒψΓΘΝςΕ·Ϋι÷ ΚΆΤδΥϊΙΛ“’≤ψ≤ζ…ζΝΥΚήΕύΒΡάΥΖ―ΓΘΝμΆβ÷ΤΦΰ–η“Σ Ι”ΟΗϋΕύΒΡ ς÷§ΓΘ
ΓΓ ΓΓ Ω…÷ΊΗ¥ Ι”ΟΒΡ”–ΜζΙη’φΩ’¥ϋ“―Ψ≠ΩΣΖΔ≥ωά¥Θ§ΫΒΒΆάΥΖ―ΓΘΒΪ «Θ§ΡΘΨΏ–η“Σ÷Ί–¬…ηΦΤΘ§‘ΎΝςΒάΡΘΨΏ…œΦ”…œ“Μ÷÷ΧΊ β…ζ≤ζΒΡ≥ΡΡΛΓΘ ¬ Β…œΘ§’βΗω≥ΡΡΛΩ…÷ΊΗ¥ Ι”ΟΘ§ΈΣ–Γ≈ζΝΩΜρ’Ώ÷–Β»≈ζΝΩ≤ζΤΖΒΡ÷Τ‘λ¥χά¥”≈ ΤΓΘ
ΓΓ ΓΓ ≥ΐΝΥ Ι”ΟΦ–≤ψΫαΙΙ≤ΩΦΰΆβΒΡΝςΕ·Ϋι÷ Θ§ΜΙΩ…“‘ Ι”Ο ς÷§ΒΦΝς’±Θ§Υϋ÷±Ϋ”ΤπΒΫΝςΕ·Ϋι÷ ΒΡΉς”ΟΓΘΝ§–χœΥΈ§’±Θ§Μρ’Ώ≤ΘΝßœΥΈ§ΚΆΨέθΞœΥΈ§ΒΡΜλΚœ’±ΓΘ Ι”Ο’β–©άύ–ΆΒΡ’±ΫΪΫΒΒΆάΥΖ―Θ§ΒΪ «‘ωΦ”Η¥Κœ≤ΡΝœ÷–ΒΡ ς÷§Κ§ΝΩΘ§“≤Φ¥Φθ…ΌœΥΈ§Κ§ΝΩΓΘ
ΓΓ ΓΓ œ¬ΟφΒΡΆΦ±μΗχ≥ωΝΥ Ι”Ο ς÷§ΒΦΝς’±Θ®…ν¬Χ…ΪΘ©ΒΡΤΧ…η Ψ“βΆΦΓΘΚΆSCRIMP™ΙΛ“’œύΥΤΘ§≈ίΡ≠–Ψ≤Ρ±Ί–κ¥ρΩΉΘ§ ΙΦ–≤ψΫαΙΙΒΡΝΫΟφΕΦΡήΨυ‘»ΒΊΫΰ»σΓΘ
FRP±’ΡΘ’φΩ’ΒΦΝς («α–ΆRTM)
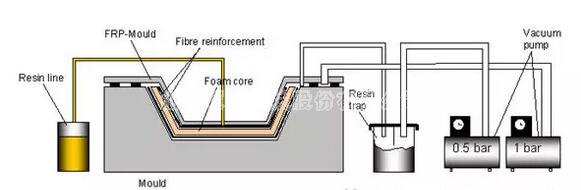
ΓΓ ΓΓ ±’ΡΘ’φΩ’Η®÷ζΒΦΝςΙΛ“’ΡήΙΜ“Μ≤ΫΖ®…ζ≤ζΨΏ”–ΝΫΗωΙβΫύ±μΟφΒΡΗ¥Κœ≤ΡΝœ÷ΤΦΰΓΘ’ΐ’βΗωΙΛ“’άοΘ§ Ι”ΟΦΗΚΝΟΉΚώΒΡFRPΕ‘ΡΘ¥ζΧφ»α–‘’φΩ’¥ϋΓΘΡΘΨΏ±Ί–κ‘ΎΜυΡΘΒΡ±Ώ‘ΒΈΜ÷ΟΙΧΕ®Θ§Ω…“‘ Ι”ΟΦ–ΨΏΘ§Μρ’Ώ Ι”ΟΝμΆβ“ΜΧΉΕάΝΔ’φΩ’œΒΆ≥ΓΘΤΧ≤ψΦ”―Ι‘≠άμΚΆ»α–‘’φΩ’¥ϋ ς÷§ΒΦΝςΙΛ“’œύάύΥΤΓΘ
ΓΓ ΓΓ Κή»ί“ΉΆΗΙΐFRPΡΘΨΏΟφΑεΘ§Φλ≤ι ς÷§ΒΡΝςΕ·ΓΘΥυΦ”ΒΡ’φΩ’Ω…“‘Έϋ»κ ς÷§Θ§≤Δ‘ΎΡΘΨΏΡΎ≤ΩΖ÷≤ΦΓΘ»γΙϊ’φΩ’Ε»ΧΪΗΏΘ§ΤΧ≤ψ÷–ΒΡΖλœΕΜαΟή±’Θ§ ς÷§ΝςΕ·Οςœ‘ΦθΜΚΓΘ’βΨΆ «ΗΟΙΛ“’’φΩ’Ε»≤ΜΡή≥§Ιΐ0.5 barΒΡ‘≠“ρΘ§ΨΏΧε¥σ–ΓΚΆœΥΈ§ΤΧ≤ψΒΡΙφΗώ–ΆΚ≈œύΙΊΓΘ“≤Ω…“‘Ά®ΙΐΕ‘ ς÷§…Ό–μΦ”―ΙΉΔ…δΘ§Φθ…Ό ς÷§ΒΡΒΦΝς ±ΦδΓΘ‘ΎΦ”―ΙΒΦΝςΒΡΙΐ≥Χ÷–Θ§Ε‘ΡΘ≤ΜΡήΥπΜΒΜρ’Ώ“ΤΈΜΓΘ

RTM-ΙΛ“’
ΓΓ ΓΓ ς÷§ΉΣ“ΤΡΘΥήΙΛ“’ «≤…”ΟΗΏ―ΙΝΠΫΪ ς÷§ΉΔ»κΡΘΨΏΓΘΡΘΨΏΩ…“‘ «’κΕ‘ΒΞΕάΒΡ≤ψΑεΜρ’ΏΦ–≤ψΫαΙΙΓΘΗΟΙΛ“’ΑιΥφΒΡΗΏΈ¬Ε»ΚΆΗΏ―ΙΝΠΜΖΨ≥Θ§“Σ«σ≈ίΡ≠ΨΏ”–ΗΏΝΠ―ßΚΆΡΆΈ¬–‘ΡήΓΘ
ς÷§
ΓΓ ΓΓ ς÷§ΜυΧε“‘“ΚΧε–ΈΧ§¥φ‘ΎΘ§ «ΒΦΝςΙΛ“’÷–ΒΡΝςΕ·≤ΡΝœΘ§ΚΆ ÷ΚΐΙΛ“’œύΖ¥Θ§ ς÷§ΒΡ’≥Ε»±Ί–κΉψΙΜΒΆΘ§ΡήΙΜΚή«αΥ…ΒΡ…χΆΗΫχΗ…ΒΡΤΧ≤ψΖλœΕΓΘΈΣΝΥΖά÷ΙΤΧ≤ψΫΰ»σ≤ΜΆξ»ΪΘ§ ς÷§ΒΡΡΐΫΚ ±Φδ±Ί–κ±» ÷ΚΐΙΛ“’ΒΡ ς÷§≥ΛΓΘ
ΓΓΓΓΒδ–ΆΒΡ’φΩ’ΒΦΝς ς÷§ΒΡ’≥Ε»≤ΜΗΏ”Ύ300-350άε≤¥Θ®cpsΘ©≤Δ«“ «Ζ«¥Ξ±δ–ΆΒΡΓΘ“Μ–©““œ©ΜυθΞ ς÷§ΒΡ’≥Ε»Ω…ΡήΒΆ¥ο100άε≤¥Θ®cpsΘ©ΓΘ
ΓΓΓΓΫΚΡΐ ±Φδ“≤’φΩ’ΒΦΝςΒΡ“ΜΗω÷ς“ΣΈ ΧβΓΘ‘Ύ ς÷§ΡΐΫΚΒΡ ±ΚρΘ§Τδ’≥Ε»Φ±Ψγ…œ…ΐΘ§ΝςΥΌΫΒΒΆΓΘΒ±ΒΎ“Μ¥ΈΒΦΝςΉΔ…δ“ΜΗω÷ΤΦΰ ±Θ§ΉνΚΟ≤…”Ο÷–Β»ΒΫ≥ΛΒΡΫΚΡΐ ±ΦδΘ®45-60Ζ÷÷”Θ©ΓΘ÷°ΚσΘ§“ΜΒ©»ΖΕ®ΝΥΚœ ΒΡΉΔ»κΈΜ÷ΟΚΆΉΔ»κ ±ΦδΘ§Ω…“‘ΥθΕΧΫΚΡΐ ±ΦδΓΘ“ρΈΣ’ϊΗωΤΧ≤ψ «Ά§ ±ΙΧΜ·ΒΡΘ§‘ΎΫΚΡΐ÷°«ΑΘ§ Βœ÷ΒΆΖ≈»»ΖεΚΆΜΚΚΆΒΡΖ≈»»Ιΐ≥Χ «±»Ϋœ÷Ί“ΣΒΡΘ®ΡΩΒΡ «ΫΒΒΆ»ήΦΝ«÷ ¥–Ψ≤ΡΒΡΖγœ’Θ©ΓΘΆ®ΙΐΒς’ϊ ς÷§±Ψ…μΒΡ≈δΖΫΘ§Μρ’Ώ”Ο“λ±ϊΜυ±ΫΙΐ―θΜ·«βΘ®CuHPΘ©“ΐΖΔΦΝΘ§ Βœ÷ΫœΒΆΒΡΖ≈»»«ζœΏΓΘ
ΓΓΓΓΕύ ΐ ς÷§≥ßΦ“ΕΦ”–’β―υΒΡ ς÷§Ι©”ΠΓΘΥϊΟ«ΜΙΡήΧαΙ©≈δΖΫ‘ωΦ”ΡΐΫΚ ±ΦδΒΡΆ§ ±Θ§Εχ≤ΜΗΡ±δ ς÷§ΒΡΉν÷’–‘ΡήΓΘ
œΥΈ§’±
ΓΓ ΓΓ Ε‘’φΩ’ΒΦΝςΙΛ“’ά¥ΥΒΘ§―Γ‘ώΗ…–‘‘ω«Ω≤ΡΝœ“≤ «÷ΝΙΊ÷Ί“ΣΒΡΓΘΆ®≥Θ”Ο”ΎΗ¥Κœ≤ΡΝœΒΡ»ΈΚΈάύ–ΆΒΡœΥΈ§ΕΦΩ…“‘”Ο”ΎΒΦΝςΙΛ“’ΘΚάΐ»γΈόΦν≤ΘΝßœΥΈ§(E-glass)Θ§ΗΏ«Ω≤ΘΝßœΥΈ§Θ®S-glassΘ©Θ§Ω≠ήΫά≠-ΖΦ¬ΎœΥΈ§Θ®KevlarΘ©Θ§ΧΦœΥΈ§ΚΆΨέ““œ©œΥΈ§ΓΘΗ…–‘‘ω«Ω≤ΡΝœΒΡ÷Ί“ΣΖΫΟφ « Ι”Ο’ΐ»ΖΒΡ÷·Έοάύ–ΆΓΘΆ®≥ΘΘ§ΖλΚœ÷·ΈοΚΆΈόΕ®œρœΥΈ§’±ΨΏ”–ΉνΕύ ΐΝΩΒΡΩΉœΕΘ§Εχ±ύ÷·≤Φ‘ρΜα‘Φ χ ς÷§ΝςΕ·ΓΘ»γΙϊ±Ί–κ Ι”Ο±ύ÷·≤ΦΘ§ΗΏΉέ±ύ÷·Θ®–±ΈΤ÷·ΈοΩ…¥ο8ΉέΘ©–ßΙϊΉνΚΟΘ§“ρΈΣΥϋΟ«ΫΒΒΆΝΥœΥΈ§Άδ«ζΒΡ ΐΝΩΓΘ
ΓΓΓΓCSM (ΕΧ«–œΥΈ§’±)Θ§÷·ΈοΜρ’ΏΖλΚœ’±ΕΦΡή”Ο”ΎΒΦΝςΙΛ“’Θ§ΒΪ « ς÷§Ά®Ιΐ’β–©’±Μρ’Ώ÷·ΈοΝςΕ·Κή¬ΐΓΘ’βΨΆ «ΩΣΖΔΧΊ βΒΡΒΦΝς÷·ΈοΒΡ‘≠“ρΓΘΩ…“‘ΫΪ’β–©÷·ΈοΦ·≥…ΒΫΤΧ≤ψ÷–Θ§Φ”Ωλ ς÷§ΝςΕ·ΓΘœ¬ΟφΑ¥’’Υ≥–ρΝ–≥ωΝΥ≤ΜΆ§ΒΡΒΦΝς÷·ΈοΓΘ
ΓΓ ΓΓ Ν§–χœΥΈ§’±Θ§≥ΛΥΩ’±άΐ»γVetrotexΒΡUnifilo
ΓΓ ΓΓ ΨΏ”–‘ω«ΩΉς”ΟΒΡΒΦΝς÷·Έοάΐ»γRovicore; Temat
ΓΓ ΓΓ ΟΜ”–‘ω«Ω–ßΙϊΒΡ ς÷§ΒΦΝς’±ΓΓ ΨέθΞ÷·Έο
ΓΓΓΓ≥ΐΝΥ’β–©ΧΊ βΝςΕ·÷·ΈοΆβΘ§±ξΉΦ÷·ΈοΓΔΖλΚœ’±Θ§Κœ≥…’±“‘ΦΑΤδΥϊ’±“≤”–”ΟΓΘ’β–©≤ζΤΖ≤ΩΖ÷“―Ψ≠”–ΗΏΒΡΕ®÷ΊΘ§Μρ’ΏΕνΆβΖλΚœœΥΈ§’±ΓΘ’κΕ‘’φΩ’ΒΦΝςΙΛ“’ΒΡΧΊ β÷·ΈοΒΡΩΣΖΔΜΙ‘ΎΫχ––Θ§“≤”–Φ·≥…ΝςΕ·ΤΧ≤ψΒΡΕύ÷αœρ÷·ΈοΒ»ΓΘ
ΓΓΓΓ‘Ύ’φΩ’ΧθΦΰœ¬Θ§¥σΕύ ΐ÷·Έο―Ι ΒΩ…¥οΫΊΟφΚώΕ»ΒΡ30%ΓΘ“ρ¥ΥΘ§Ε‘”ΎΡ«–©’κΕ‘ΧΊ β”ΟΆΨ…ηΦΤΒΡ ÷ΚΐΙΛ“’ΤΧ≤ψΘ§»γΙϊ«–ΜΜΒΫ’φΩ’ΒΦΝςΙΛ“’Θ§Ω…Ρή≤Μ‘ΌΨΏ±Η–η“ΣΒΡΗ’Ε»ΓΘ
≈ίΡ≠–Ψ≤Ρ
ΓΓ ΓΓ Ά§ ς÷§ΚΆœΥΈ§“Μ―υΘ§–Ψ≤ΡΒΡ―Γ‘ώ“≤Ζ«≥Θ÷Ί“ΣΓΘ’φΩ’ΒΦΝς ”ΟΒΡ–Ψ≤Ρ–η“Σ±’ΩΉΘ§άΐ»γΉν≥Θ”ΟΒΡΨέΚœΈο≈ίΡ≠Θ§»γNAVICELΒ»Εύ ΐΫαΙΙ–‘ΥήΝœ≈ίΡ≠ΚΆΑΆ»χΡΨ≤ΡΝœΓΘ”…”Ύ¥σΕύ ΐΖδΈ―–Ψ≤ΡΒΡΩΉœΕ¥σΕχ«“ΩΣΖ≈Θ§Υυ”–≤Μ ”Ύ’φΩ’ΒΦΝςΓΘ
ΓΓΓΓΡ≥÷÷≥ΧΕ»…œΘ§–Ψ≤Ρ“≤±Ί–κ «ΩΙ»ήΦΝ–ΆΒΡΘ§“ρΈΣ‘ΎΒΦΝςΤΎΦδΘ§–Ψ≤ΡΫΪΜα‘ΎΚή≥Λ ±ΦδΡΎ±©¬Ε‘Ύ±Ϋ““œ©Θ®»γΙϊ ς÷§ «ΨέθΞΜρ““œ©ΜυθΞΘ©ΜΖΨ≥÷–ΓΘ“ρΈΣ’ϊΗωΦ–≤ψΫαΙΙ «ΝΔΦ¥ΙΧΜ·Θ§–Ψ≤Ρ“≤”ΠΨΏ”–ΉψΙΜΒΡΡΆΈ¬–‘ΡήΘ§Ρή≥– ή±»Ά®≥ΘΖ≈»»Έ¬Ε»ΗϋΗΏΒΡΈ¬Ε»ΓΘ
ΓΓΓΓ–Ψ≤ΡΜΙ”ΠΨΏ”–ΉψΙΜΒΡΩΙ―Ι«ΩΕ»Θ§‘Ύ’φΩ’≤ζ…ζΒΡ―ΙΝΠœ¬≤ΜΜα±Μ―ΙΥιΓΘΒΪ «Θ§’β“ΜΒψ“≤≤Μ «±Ί–κ“ΣΩΦ¬«ΒΡ÷ς“ΣΈ ΧβΘ§“ρΈΣΦΗΚθ”Ο”Ύ¥ΥΗ¥Κœ≤ΡΝœΒΡΥυ”–ΒΡ–Ψ≤ΡΒΡΩΙ―Ι«ΩΕ»ΕΦ¥σ”Ύ0.1MPaΘ®¥σΤχ―ΙΝΠΉν¥σ÷ΒΜρ―ΙΝΠ≤νΘ©ΓΘ
ΙιΡ…Τπά¥ΨΆ «œ¬Οφ3ΒψΘΚ
ΓΓ ΓΓ 100 %±’ΩΉΫαΙΙ
ΓΓ ΓΓ ΡΆ±Ϋ““œ©(»γΙϊ Ι”ΟΒΡ «≤Μ±ΞΚΆΨέθΞΚΆ““œ©Μυ ς÷§)
ΓΓ ΓΓ ΡήΙΜ≥– ή’φΩ’―ΙΝΠΘ®―ΙΥθ«ΩΕ»> 0.1MPaΘ©
≤…”Ο–Ψ≤Ρ ς÷§ΒΦΝςΙΛ“’ ±Θ§÷ΒΒΟΉΔ“βΒΡ «Φ–≤ψΫαΙΙ÷–≈ίΡ≠–ΨΩ…“‘ΉςΈΣ ς÷§Ζ÷≤ΦΫι÷ Θ§≈ίΡ≠±μΟφΒΡ≤έ‘ –μ ς÷§ΡήΙΜΝςΕ·ΩλΫίΘ§≈ίΡ≠ΒΡΩΣΩΉΡήΙΜΑο÷ζ ς÷§‘ΎΤΧ≤ψΒΡΝΫΗω±μΟφΑ¥’’œύΆ§ΒΡΥΌΕ»ΝςΕ·ΓΘ
ΓΓΓΓΈΣΜώΒΟΉψΙΜΝςΝΩΚΆΒΦΝς–ßΙϊΘ§άϊ”Ο–Ψ≤ΡΫχ––ΒΦΝςΜΙ“Σ«σΉ®Ο≈ΒΡ«–ΗνΓΔΩΣ≤έΚΆ/ΜρΕ‘–Ψ≤ΡΒΡ¥ρΩΉΘ®ΧαΗΏ–Ψ≤ΡΒΡ…χΆΗ–‘Θ©ΓΘ’β–©«–Ην/ΩΣ≤έ/»»±μΟφ¥Πάμ ΙΒΟΈό–ηΝμΆβΒΡΒΦΝςΫι÷ ΨΆΩ…Ϋχ––ΒΦΝςΉΔ…δΓΘJFCΙΪΥΨΧαΙ©”Ο”Ύ’φΩ’ΒΦΝςΙΛ“’ΒΡΗς÷÷±μΟφ¥ΠάμΓΘœ¬ ω±μΟφΦ”ΙΛΉ®Ο≈ΈΣ’φΩ’ΒΦΝςΙΛ“’ΩΣΖΔΘ§≤Δ”Ο”ΎΗΟΙΛ“’ΓΘΤδΥϊ“―”–ΒΡΦ”ΙΛ¥ΠάμΘ§άΐ»γ¬÷άΣΑε≤ΡΝœΘ§“≤Ω…”Ο”ΎΒΦΝςΙΛ“’Θ§ΒΪΆ®≥ΘΆΤΦωΚΆœ¬ ωΒΡ“ΜΗωΜρΕύΗω±μΟφΦ”ΙΛ¥Πάμ“ΜΆ§ Ι”ΟΓΘ
ΥΪ«ζΑε≤Ρ
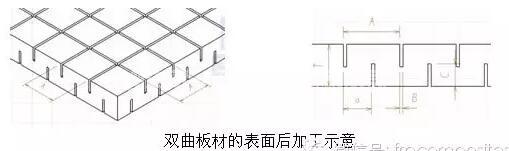
ΓΓ ΓΓ ΗΟ±μΟφ¥Πάμ «‘Ύ20 άΦΆ70Ρξ¥ζΆμΤΎ¬ œ»ΖΔΟςΘ§‘ΎΝΫ≤ύ≤…”Ο90oΑ¥’’’ΐΖΫ–ΈΆχΗώΕ‘–Ψ≤ΡΫχ––«–ΗνΘ®“Μ≤ύΚΆΝμ“Μ≤ύΈΜ÷ΟΤΪ“ΤΑκΗωΆχΗώΩμΕ»Θ©ΓΘ«–Ην…‘…ν”Ύ–Ψ≤ΡΚώΕ»ΒΡ“ΜΑκΘ®ΉήΚώΕ»ΒΡ60%Θ©Θ§‘ΎΚΆΝμ“ΜΟφ«–ΗνΒΡΟΩΗωΫΜ≤φΈΜ÷Ο–Έ≥…–ΓΩΉΓΘ’βΑο÷ζ ς÷§¥”–Ψ≤ΡΒΡ“ΜΟφΘ§ΝςΒΫΝμΆβ“ΜΟφΘ§ ς÷§Ψυ‘»Ϋΰ»σ’ϊΗωΤΧ≤ψΓΘΫœ–ΓΒΡ«–ΗνΩμΕ»Ω…“‘ΫΪ ς÷§Έϋ»ΓΝΩΉν–ΓΜ·Θ§±»ΤδΥϊ«–ΗνΖΫ ΫΫœ…ΌΒΡ”ΓΆΗΓΘ≤…”ΟΥΪ«ζ±μΟφ¥ΠάμΒΡ–Ψ≤ΡΖ«≥Θ ”Ο”Ύ¥σΑκΨΕΚΆ/Μρ–Γ«ζ¬ Άβ–ΈΓΘΟήΕ»‘Ύ200kg/m3“‘œ¬ΒΡNAVICELΗ’–‘PVC≈ίΡ≠–Ψ≤ΡΩ…Ϋχ––«–Ην±μΟφ¥ΠάμΓΘ
±μΟφΩΣ≤έ
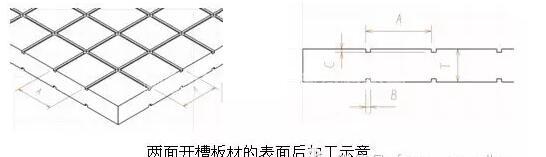
ΓΓ ΓΓ ‘Ύ20 άΦΆ80Ρξ¥ζΩΣΖΔΒΡ±μΟφΦ”ΙΛ¥ΠάμΘ§–Ψ≤Ρ≤…”ΟΨβΧθΒΞΖΫœρΩΣ≤έΘ§Μρ90Ε»ΨΊ–ΈΩΣ≤έΘ§“≤Ω…“‘ΥΪΟφΓΘ«≥≤έΘ®Ά®≥Θ1.3mmΩμx3mm…νΘ©Ω…ΑιΥφ¥ρΩΉΘ§Ψυ‘»Ζ÷≤Φ ς÷§Θ§ ς÷§≤ΔΝςΒΫ–Ψ≤ΡΒΡΝμ“Μ≤ύΓΘΨβΖλ‘ΫΩμΘ§»Ο‘ΫΕύΒΡ ς÷§‘ΫΩλΝς»κΟφΑεΓΘ±μΟφΩΣ≤έ±μΟφ¥ΠάμΕ‘”ΎΫœΚώΒΡ–Ψ≤Ρ“‘ΦΑ–Ψ≤Ρ±δ–Έ–ΓΒΡΤΫ≤ψ–ßΙϊΉνΚΟΓΘΕ‘”ΎΥυ”–ΟήΕ»ΒΡNAVICEL–Ψ≤ΡΕΦΩ…“‘Φ”ΙΛ¥Υ±μΟφ¥ΠάμΓΘ
Μ°ΚέΑε
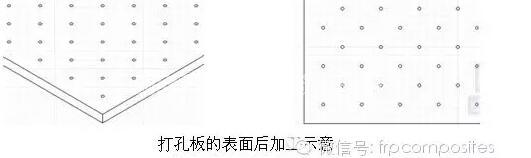
ΓΓ ΓΓ Μ°Κέ«–ΗνΖΫ Ϋ «≤…”Ο±μΟφΜ°œΏΘ®«≥ΒΡΒΕΨΏ«–ΩΧΖΫ ΫΘ§”κ‘≠œ»«–ΗνΖΫ ΫΦ–Ϋ«¥σ‘Φ75Ε»Θ©ΓΘ¥ΥΜ°Κέ«–Ην¥ΠάμΩ…”Ο”Ύ…œΈΡΧαΒΫΒΡΥυ”–±μΟφ¥ΠάμΘ§»Ο ς÷§ΆΗΙΐ≈ίΡ≠Ζ÷ΩιΘ§±ήΟβΟφ≤ψ ς÷§ΒΡ≤ΜΉψΓΘJFCΙΪΥΨΥυ”–ΟήΕ»ΒΆ”Ύ200kg/m3ΒΡ–Ψ≤ΡΕΦΩ…“‘Ϋχ––ΝΥ¥Υ÷÷Μ°ΚέΦ”ΙΛΓΘ
¥ρΩΉΑε
ΓΓ ΓΓ Α¥’’50 x 50mmΘ®±ξΉΦΘ©ΒΡ’ΐΖΫ–ΈΫ«…œ¥ρΩΉΜρ≥εΩΉΘ§¥©ΆΗ’ϊΗω≤ΡΝœΚώΕ»Θ§’ΐΖΫ–Έ÷–Φδ“≤ΩΣ“ΜΗωΩΉΓΘΩΣΩΉΘ§”κ±μΟφΩΣ≤έΚΆ/Μρ¬÷άΣΑε–Ψ≤Ρ±μΟφ¥ΠάμΫαΚœ Ι”ΟΘ§‘ΎΓΑ¥”…œœρœ¬Γ±ΒΦΝςΙΐ≥Χ÷–Θ§ΡήΙΜ»Ο ς÷§Νς»κΤΧ≤ψΒΡΡΘΨΏ“Μ≤ύΘ® ς÷§ΉΔ»κΙήΒάΑ≤ΉΑΖ«ΡΘΨΏ“Μ≤ύΘ©ΓΘ
ΩΣ≤έ≈ίΡ≠
ΓΓ ΓΓ “ρΈΣΆ®ΙΐΕ‘–Ψ≤Ρ«–Ην/ΩΣ≤έ/¥ρΩΉΘ§Ω…“‘»Ο ς÷§Ϋΰ»σ’ϊΗω÷ΤΦΰΘ§≤Μ–η“ΣΒΞΕάΒΡ ς÷§Ζ÷≤ΦΫι÷ Θ§–Ψ≤Ρ±Ψ…μΨΆ «ΝςΕ·Ϋι÷ ΓΘ’βΩ…ΫΎ Γ≥…±ΨΘ§»Ξ≥ΐ“Μ–©ΖœΤζΈοΘ§“≤Ω…“‘ΫΒΒΆ ς÷§”ΟΝΩΘ§ΥθΕΧΉΦ±Η ±ΦδΓΘ
ΓΓΓΓ…œΆΦΉσ≤ύΟφΑε «“Μ÷÷Βδ–ΆΒΡSCRIMPΙΛ“’Θ§”“≤ύΟφΑε «±μΟφΩΣ≤έΒΡ–Ψ≤ΡΒΦΝςΙΛ“’ΓΘ’β–©ΟφΑεΆ§ ±ΩΣ ΦΫχ––ΒΦΝςΘ§Ήσ≤ύΟφΑεΒΦΝς≤ΜΒΫ1/2Θ§”“≤ύ‘ρΦΗΚθ»Ϊ≤ΩΫΰ»σΓΘ
ΓΓΓΓ≈ίΡ≠ΩΣ≤έΡήΙΜ»Ο ς÷§«αΥ…ΓΔΩλΥΌΝςΙΐ≤έΚΆΩΉΘ§‘ΎΦ–≤ψΫαΙΙ÷–Ψυ‘»Ζ÷≤ΦΓΘΩΣ≤έΒΡ≈ίΡ≠≤Μ–η“ΣΝμΆβΦ” ς÷§ΒΦΝς’±Μρ’ΏΝςΕ·Ϋι÷ ΓΘΕ‘”ΎΦΗΚθΥυ”–ΒΡ”Π”ΟΘ§ΕΦΫ®“ιΩ…“‘≤…”ΟΩΣ≤έΒΡΖΫ ΫΫχ––ΒΦΝςΓΘ
ΓΓΓΓΆ®≥ΘΘ§‘Ύ≈ίΡ≠ΒΡ“ΜΟφΜρ’ΏΝΫΟφ”ΟΒΕΜρ’ΏΨβΑ¥’’ΨΊ–ΈΆΦΑΗ«–ΗνΓΘ≤έΒΡΩμΕ»ΚΆ…νΕ»ΒΡ±»άΐΚή–ΓΓΘ≤έΒΡ…νΕ»¥σ”ΎΩμΕ»Θ§’βΫΪΦθ…Ό”ΓΆΗΫΚ“¬ΆΩ≤ψΒΡΖγœ’ΓΘΩ…“‘ΫαΚœΤΧ≤ψ«ιΩωΘ§ ς÷§’≥Ε»Θ§÷ΤΦΰΒΡΆβ–Έ≥Ώ¥γΘ§…ηΦΤ≤έΒΡΦδΨύΘ§±ήΟβ≥ωœ÷Η…ΑΏΜρ’Ώ ς÷§Ϋΰ»σ≤ΜΆξ»ΪΒΡ«χ”ρΓΘΝμΆβΘ§≈ίΡ≠ΩΣ¥σ‘Φ2mm÷±ΨΕΒΡΩΉΘ§ΦδΨύ¥σ‘Φ «50mmΘ§ΩΣΩΉΩ…“‘±Θ÷Λ ς÷§Ω…“‘ΝςΙΐΘ§Ψυ‘»ΒΡΫΰ»σ≈ίΡ≠–Ψ≤ΡΒΡΝΫΗω±μΟφΓΘ
ΓΓΓΓ≈ίΡ≠–Ψ≤ΡΉςΈΣ ς÷§ΝςΕ·Ϋι÷ Βœ÷ΒΦΝςΒΡ‘≠άμ»γœ¬ΆΦΥυ ΨΓΘ
ΉήΫα
ΓΓ ΓΓ ‘ΎΗ¥Κœ≤ΡΝœ÷Τ‘λΙΐ≥Χ÷–Θ§‘ΎΑ―Έ’ΉΓ÷ς“ΣΒΡΦ”»»ΓΔΦ”―ΙΚΆ ς÷§Ϋι»κΖΫ ΫΒΡΜυ¥Γ…œΘ§Ω…“‘ΝιΜν≤…”ΟΗς÷÷≤ΜΆ§ΒΡΙΛ“’ΓΘ»γΙϊ≤…”Ο“ΚΧε ς÷§Ϋι»κΙΛ“’Θ§Ω…“‘≤…”Ο≤ΜΆ§ΒΡΡΘΨΏΘ§άΐ»γΝΫΟφΡΘΨΏΘΜ“ΜΟφ”≤ΡΘΘ§“ΜΟφ»μΡΛΘΜ“ΜΟφ”≤ΡΘΘ§“ΜΟφΑκΗ’–‘ΡΘΨΏΓΘ‘ΎΗυΨίΨΏΧε ς÷§ΒΡΒΦ»κΫι÷ ≤ΡΝœΖΫΟφ‘ΎΫχ“Μ≤Ϋ«χΖ÷Θ§Ω…“‘≤…”ΟΆβ¥χΒΡ ς÷§ΒΦΝςΫι÷ Θ§Μρ’ΏΤΧ≤ψΡΎ≤ΩΒΡΒΦΝς’≥Θ§Μρ’ΏΦ–≤ψΫαΙΙΒΡ–Ψ≤ΡΓΘ»γΙϊ≤…”ΟΦ–≤ψΫαΙΙΒΡ–Ψ≤ΡΘ§Ω…“‘≤…”Ο¥ρΩΉΘ§ΩΣ≤έΜρ’ΏΜ°ΚέΒΡΖΫ ΫΘ§Αο÷ζ ς÷§ΒΦΝςΓΘ



